Anhand von statistischer Prozesslenkung (SPC) möchte man Produkt- und/oder Prozessmerkmalen im Produktrealisierungsprozess, welche einer nicht beherrschten Streuung unterliegen entgegenwirken. Durch Nutzung der Statistik können somit Prüfungen reduziert werden und zugleich konkrete Aussagen über den Stand der Qualitätslage zuverlässig getroffen werden. SPC ist somit ein Fehlerminimierungsinstrument im Produktrealisierungsprozess. Trends werden früh erkannt und ein Eingreifen in den Prozess kann zeitnah erfolgen, bevor fehlerhafte Produkte und somit Ausschuss oder Nacharbeit entstehen. Input für die Initiierung von SPC für relevante Merkmale ist eine systematische Qualitätsvorausplanung, in welcher nicht beherrschte Merkmale identifiziert und die Weichen für eine statistische Prozesslenkung im Produktrealisierungsprozess gestellt werden.
Vorteile der statistischen Prozesslenkung (SPC):
- Es erfolgt ein Signal sobald systematische Einflüsse vorhanden sind
- Entscheidungsgrundlage hinsichtlich Eingreifen / Nicht-Eingreifen in den Prozess
- Erkennung von Änderungen der Fertigungslage (systematisch / zufällig)
- Verbesserung und Optimierung der bisherigen Prozesse aufgrund aktueller Daten und Fakten
- Dient als Orientierungshilfe, um den Prozess durch eine Verringerung der Streuung stetig zu verbessern
- Reduzierung von Ausschuss und Nacharbeit und somit von Qualitätskosten
Die Einflussarten auf einen Prozess (SPC):
Systematische Einflüsse:
Systematische Fehler weisen unter gleichen Bedingungen stets den gleichen Betrag und das gleiche Vorzeichen auf. Sie unterliegen nicht den Gesetzen der Zufälligkeit und können meist beeinflusst und korrigiert werden.
- sind stabil
- sind vorhersehbar
- sind ständig vorhanden
- haben viele kleine Ursachen
Zufällige Einflüsse:
Zufällige Fehler sind nicht erfassbare unzulässige Abweichungen; sie werden auch als Störeinflüsse bezeichnet. Zufällige Fehler schwanken nach Größe und Vorzeichen.
- können unregelmäßig sein
- sind nicht vorhersehbar
- können immer wieder auftreten
- haben eine oder wenige große Ursachen
Nutzung von Qualitätsregelkarten:
Relevante und identifizierte Merkmale werden mit sogenannten Qualitätsregelkarten überwacht. Nachfolgendes ist in diesem Zusammenhang zu regeln:
- Regelmäßige Durchführung von Stichproben des verfolgten Merkmals (Intervall muss festgelegt werden, z.B. alle 30 Minuten)
- Festlegung eines konstanten Stichprobenumfangs (z.B. 5 Produkte werden gemessen)
- Jeder Eingriff in den Fertigungsprozess muss auf der Qualitätsregelkarte dokumentiert werden
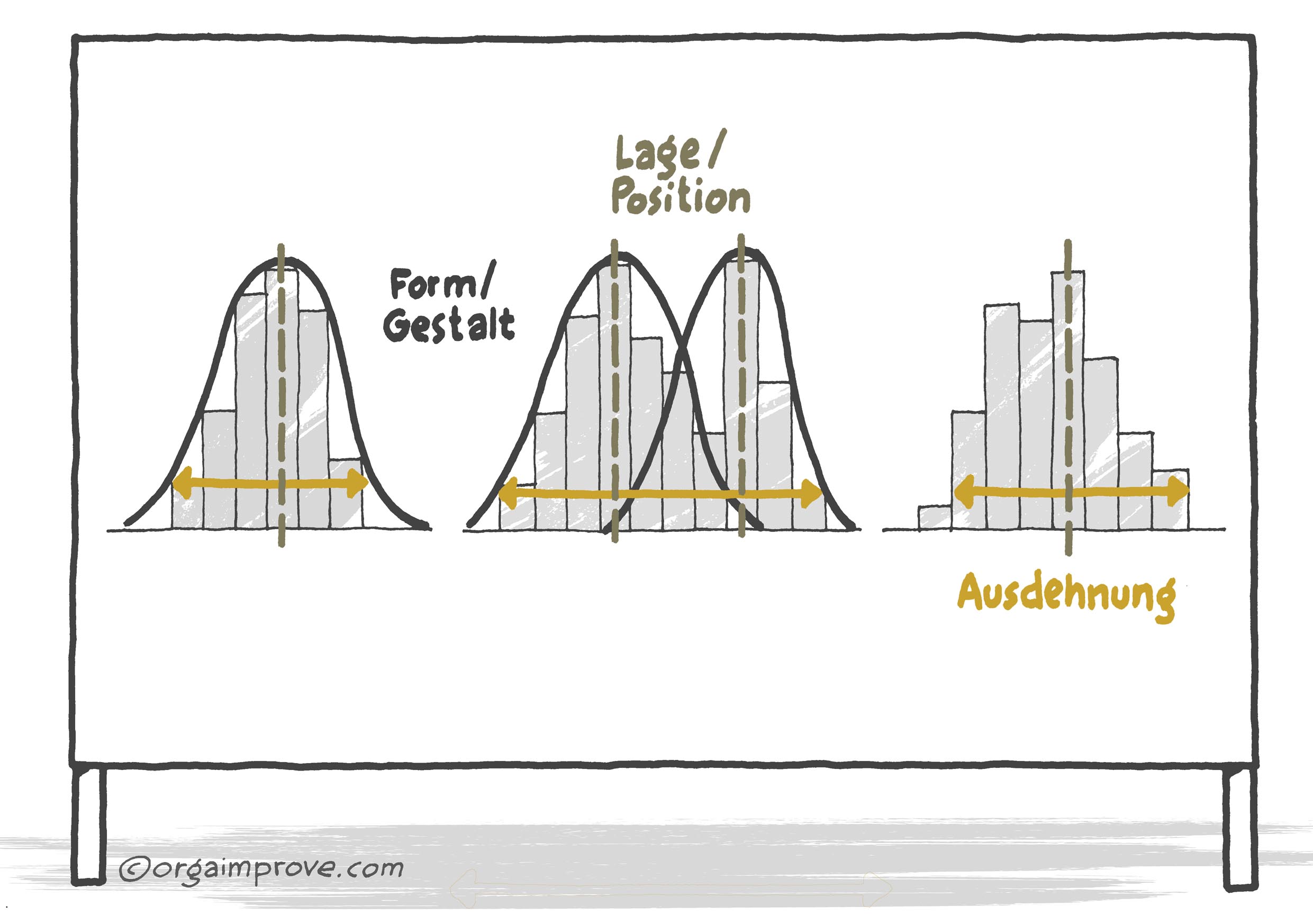
- Bewertung der Messergebnisse (Lage und Streuung des betrachteten Merkmals)
- Analyse der Ergebnisse (Sprünge, Trends, Grundmuster
- Festlegung für das Vorgehen bei Eskalation (z.B. Stopp der Produktion oder Information von Vorgesetzten)